
G71 turning stock removal cycle in Fanuc and siemens cnc machine janiye in full video
Same here! All the Fanuc controlled lathes I program for are either 18-T or 21i-T with the exception of one OT. No bracket. No equal sign. Can only type in one word address at a time. Can't use THEN. Can't use brackets inside G71 cycle. Can't use 3 place variable with F inside G71.

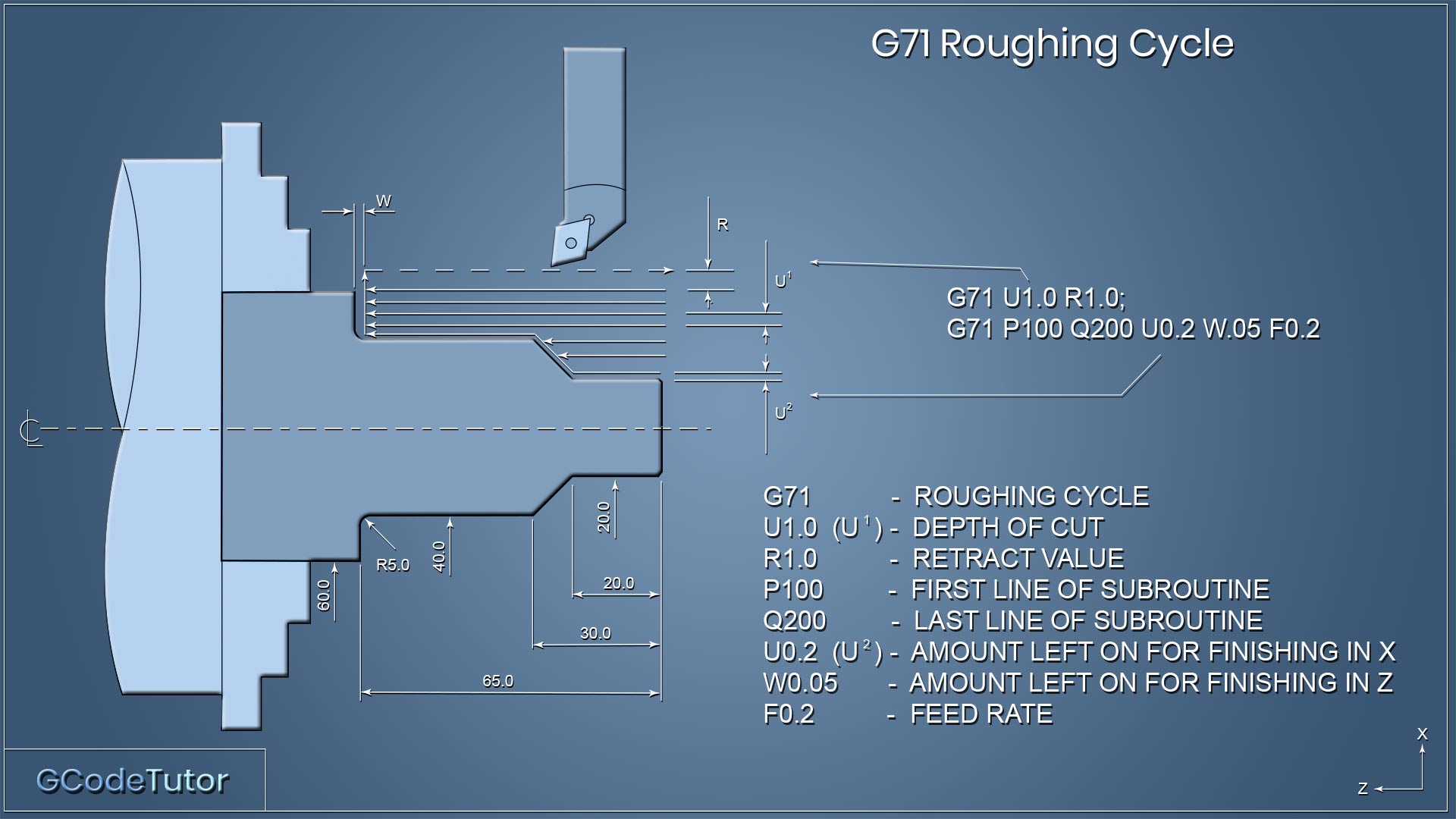
G71 Rough Turning Cycle
Advantages of a FANUC Robot. With the advanced FANUC Robot technology, ASA can provide numerous robot models with up to 2300kg payloads and 4.7 meters of reach. With a FANUC robot, you can be sure of fast cycle times, an increase in productivity and better product quality.They reduce repetitive strain injuries in the work place, thus eliminating OH&S issues and costly rework in manufacturing.
G71 roughing cycle CNC G Code
G71 is our G-Code that lets the controls know that we wish to use a roughing cycle and that the following information applies to that. The U on the first line of code is the depth of cut of each roughing pass. The R refers to how far the tool will retract from the part in X when returning in rapid to the start of the cycle.

TURNING POCKETS USING A G71 CANNED CYCLE YouTube
If the control is a Fanuc control, TNR Comp will be ignored completely in the G71 Cycle. Even if it were to work in the G71 Cycle, you have cancelled it before executing the G70 Block and therefore, the part profile shape will be finished without TNR Comp and the part made into scrap.

G71 roughing cycle CNC G Code Cnc machine training, Coding, Cnc
Fast and Free Shipping On Many Items You Love On eBay. Looking For Fanuc? We Have Almost Everything On eBay.
G71 canned cycle Stock removal in turning Fanuc cnc programme G70 finishing cycle
This video explains the use of G71 and G70, roughing and finishing cycles on a Fanuc or Haas control. It demontrates the one line G71 as used on the Haas CNC.

Simple guide to programming a G71 canned cycle on FANUC YouTube
G71 is sometimes known as a canned cycle when in fact it is a multi repetitive cycle. The G70 cycle goes with it and can pick up the same lines to finish. The N numbers are important as the cycle uses these as the points of reference to jump to. G71 cycle interprets the shape between these two N numbers and then breaks up the shape for roughing.

The G71 Roughing cycle on a CNC lathe explained! XECNC
What is a "Type II" G71 Cycle? As was mentioned in the article on G71 Type I, the Type II cycle is suitable for profiles with pockets. Profiles that have no pockets are called "Monotonic", a term you may have seen either in your controller documentation or perhaps as an alarm on your code if you've been playing with G71.
G71 G70 Turning cycle& Finishing cycle simulation YouTube
Learn how to use the G71 canned cycle for pocket roughing on a CNC lathe with TYPE II Fanuc controls.O0001 (TURNING POCKETS)G0G28U0.T0101G97S1000M3G0 G54 Z.1X.

CNC TORNA FANUC G71 VE G70 ÇEVRİMİ ÖRNEK PARÇA YouTube
FANUC STOCK REMOVAL ROUGH TURNING CYCLE G71 II EXAMPLE STOCK REMOVAL ROUGH TURNING CYCLE G71, CNC CYCLE G71 (turning cycle) SINUMERIC CNC PROGRAMMING FOR COMBINE STOCK REMOVAL CYCLE & THREADING (COMBINE CYCLE 95 & 97 ) SIEMENS COMBINE CYCLE CNC PROGRAM IN HINDI , FANUC COMBINE CANNED CYCLE G70 G71 G72 FOR INTERNAL LATHE OPERATION ,Peck drilling cycle for turning (G74 cycle) ,CNC Fanuc G73.

programming of double radius cycle g71 fanuc radius programming radius with g03 g03
Fanuc G71 for Boring Opertaion This programming example also illustrate how G71 turning cycle can be used for internal machining (boring operation). So if you want to remove extra stock from inside of a component, you can use Fanuc G71 turning cycle for internal stock removal as well. Fanuc Programming Example Fanuc Canned Cycle Example
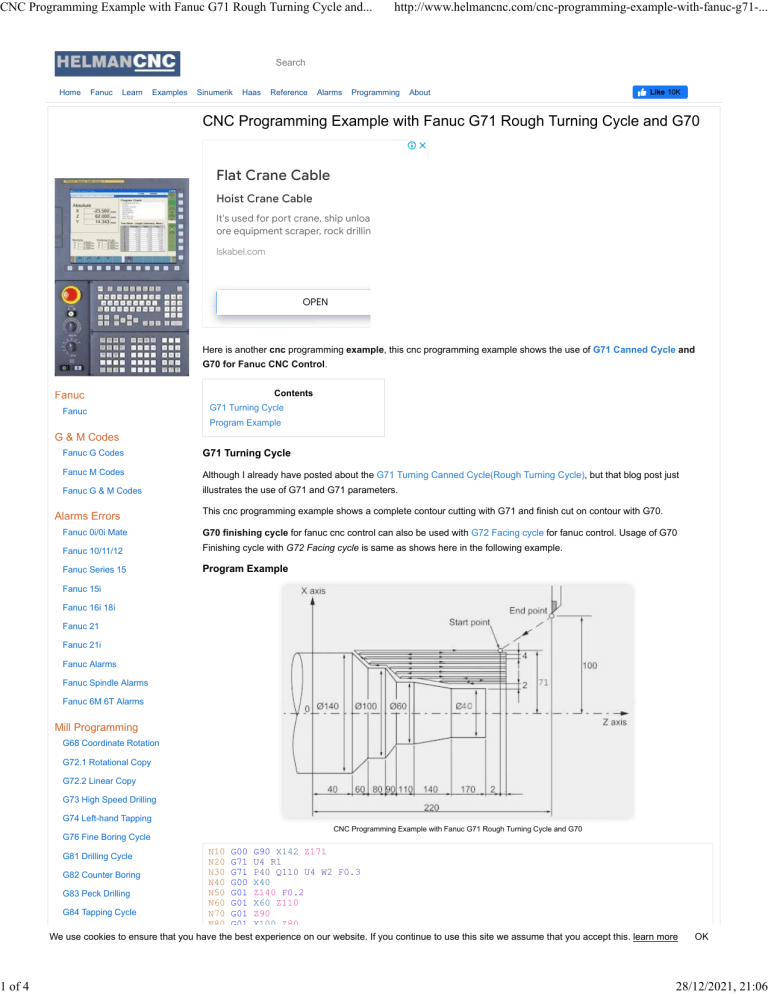
CNC Programming Example with Fanuc G71 Rough Turning Cycle and G70 Helman CNC
Fanuc G71 Turning Cycle G71 turning cycle is used for rough-material removal from a cnc lathe component. G71 turning cycle makes large diameter cutting easy. Cutting can be done in simple straight line or a complex contour can also be machined very easily. Through G71 turning cycle parameters cnc machinists can control Depth of cut. Retract height.

Fanuc turning cycle G71 Excel template CNCLearning
The G71 rough turning cycle available on many controls is really handy. You specify a profile in g-code and the G71 cycle deals with roughing it out.. I used Fanuc syntax there, but remember, your control may use a different syntax. This approach is simple, but won't run as fast as a real G71 because we use the same profile for.

G71 CYCLE D'ébauche en chariotage (alésage) et G74 pércage sur CNC PROGRAMMATION (بالعربية
Fanuc lathe programming example which uses Fanuc canned cycle G71 Turning Cycle G70 Finish Cycle G74 Peck Drilling Cycle This Fanuc lathe programming example illustrates who to use G71 Turning cycle, G70 Finish cycle, G74 Peck drilling cycle for ID machining (Inside machining, boring operations) Contents Fanuc Lathe Programming Example

G71 STOCK REMOVAL TURNING CANNED CYCLE AND ITS SIMULATION ON FANUC CONTROLLER YouTube
Control is fanuc, and we're talking about cycle G71, and both (Type I/Type II) options installed on machine. See attachment for profile (Only doing the white profile, ignore the two red lines) And the profile starts from higher diameter ofc. My claim was that if you dont give Z-movement on first line after the cycle, it would do the profile.

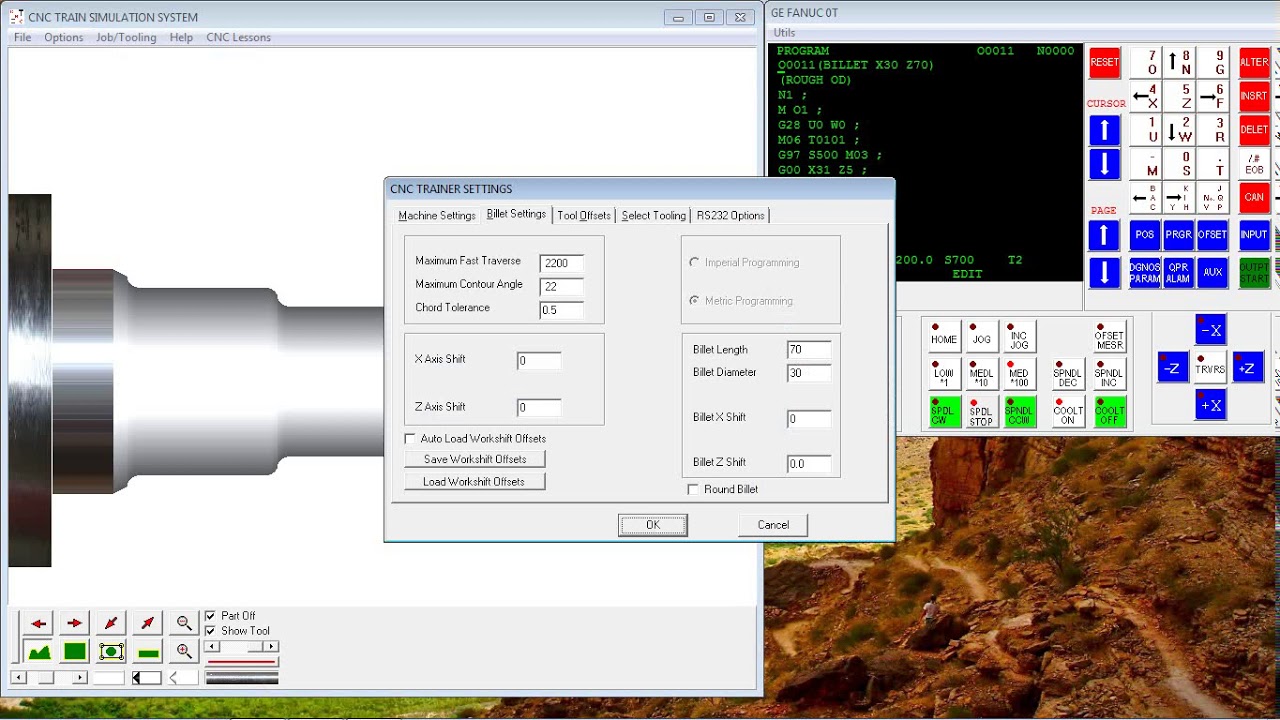
CNC turning programme with simulation G71 G70 cycle Fanuc programme YouTube
Diameter value. F = Feed. G71 roughing cycle on the lathe can be called "auto turning cycle". It is not a repeating cycle in the way that peck drilling is. G71 needs some parameters so it does not cut into the true profile of the part. D is amount for each pass. It is the tool movement for a cut, taper, or angle.
